Use of argon in welding
Argon
Argon is derived from the Greek word argos, which means “slow” or “inactive”. Argon is the third noble gas and makes up about 1% of the earth’s atmosphere. Noble gases are usually odorless, colorless and monoatomic.
The reason for using argon in welding:
Argon is industrially extracted by partial distillation of liquid air. It is mostly used as an inert shielding gas in the welding process. When metals are exposed to high temperatures, they can react with some of the gases in the air around them, such as nitrogen, oxygen, and hydrogen, which may lead to undesirable consequences. These elements create reactions with the molten pool such as porosity and increased weld spatter. Argon gas creates a cover to prevent air and its accompanying particles from entering the electric arc. Argon also plays an important role in maintaining arc stability, leading to increased weld penetration, better filler wire transfer, and better weld appearance.

Types of welding methods:
Two of the most commonly used welding methods are TIG and MIG welding. Both MIG and TIG welding use an electric arc to create the weld. The difference between the two is in the way the arc is used.
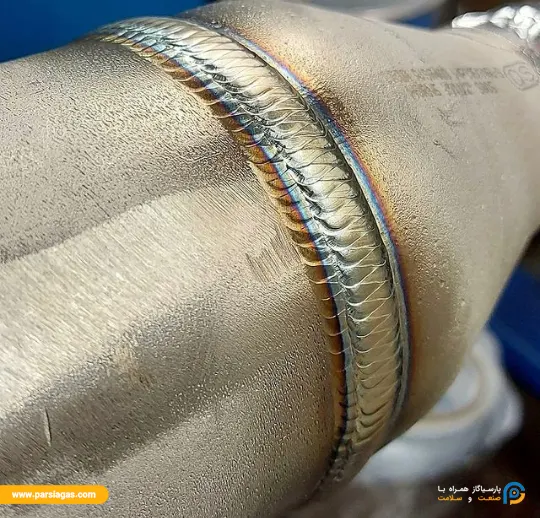
TIG (Tungsten Inert Gas)
TIG welding is another name for gas tungsten arc welding. This welding method is used for joining a wide range of metals. which are usually used for parts with low thickness. The most common gas used in this process is argon, which is why it is also known as argon welding.
Ideally, the process would work like this:
The welder creates an arc between the base metal and a non-consumable tungsten electrode, (tungsten is a very hard metal with a melting point of 3,800 degrees Celsius; hence it melts very slowly) at the point where the arc strikes the base metal, the molten weld pool Is formed. A thin wire of filler metal is slowly inserted into the weld pool where it melts. During this time, an inert (neutral) shielding gas protects the tungsten electrode and the weld pool. The final product is a healthy, slag-free weld that has the same corrosion resistance properties as the parent metal.
Compared to MIG welding, it is much slower and often results in longer lead times and higher production costs. Additionally, welders require highly specialized training to ensure proper accuracy is achieved. However, it offers more control during the welding operation. Also, due to the absence of slag, sparks and smoke, the electric arc area and the molten pool are fully visible with high resolution.
MIG (Metal Inert Gas)
It is generally used for large and thick parts. MIG welding is an electric arc welding process in which a continuous solid wire electrode is inserted into the weld pool through a welding gun and joins two base materials together. A shielding gas is also sent through the weld gun, protecting the weld pool from contamination.
Compared to TIG welding, its speed is much higher, resulting in shorter production time and lower production costs. In addition, it is easier to learn and produces welds that require little cleaning and finishing. However, its welds are not as precise, strong or clean as those produced in the TIG welding process.
Be sure to read: Welding and 9 uses of industrial gases in welding

Protective gases in TIG and MIG welding
-
Argon
-
Argon/Helium
-
Argon / Oxygen
-
Argon / Hydrogen
-
Argon / carbon dioxide
Be sure to read: The gas used in welding!